"CNC" rotační osa
Doma se mi válela jedna nevyužitá rotační osa. Dělal jsem ji kdysi k fréze, ale protože jsem nakonec sehnal Čínskou 200mm, skončila na polici. Rozhodl jsem se jí vylepšit a používat ve spojení s mikročipem pro výrobu ozubených koleček.
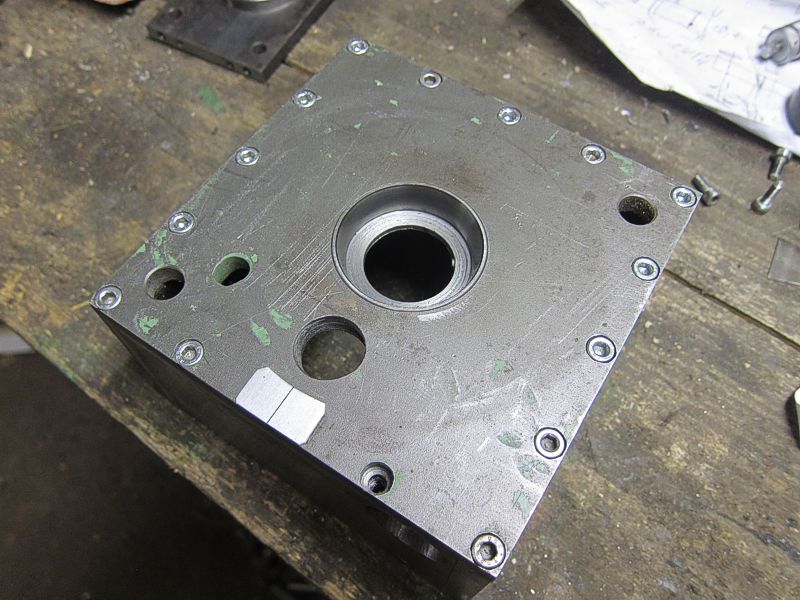
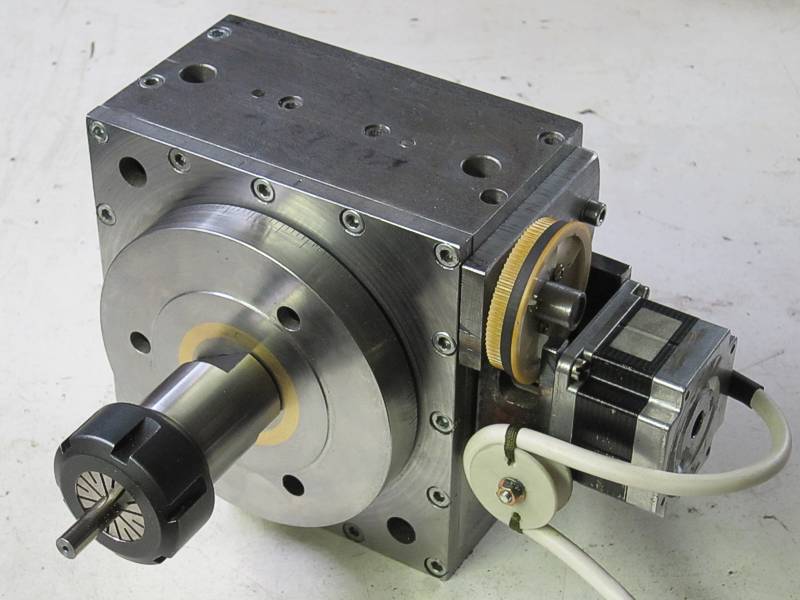
Základ je složený z 10mm ploten. V rozích je sešroubovaný inbusovými šrouby M5.
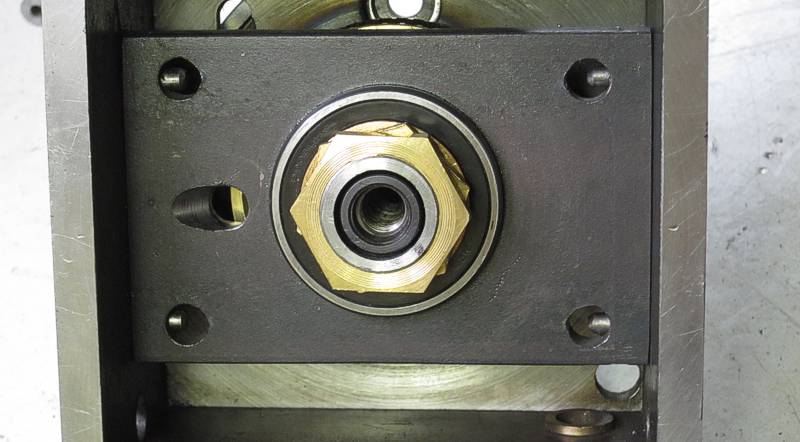
Horní ložisko je kosoúhlé, tuším z nápravy škodovky.

Mosazné šnekové kolo má 60 zubů, ocelový šnek je uložený v pouzdře na dvou kuličkových ložiskách.

Spodní ložisko je řadové kuličkové, dvě matice pak vymezují vůli. Pro zvýšení pevnosti je lože pro ložisko zboku zakolíkované.
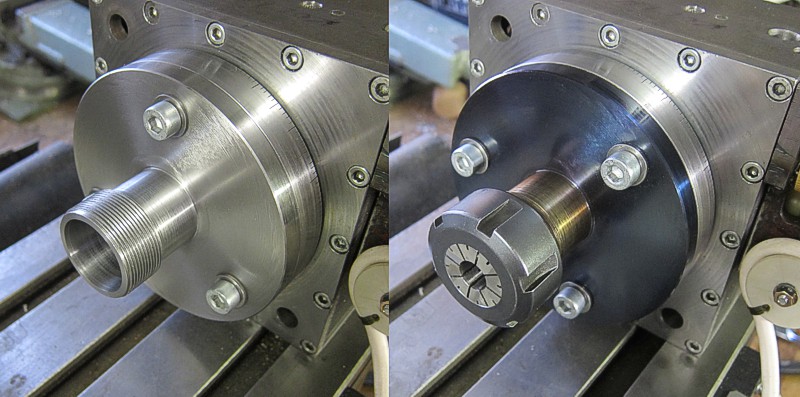
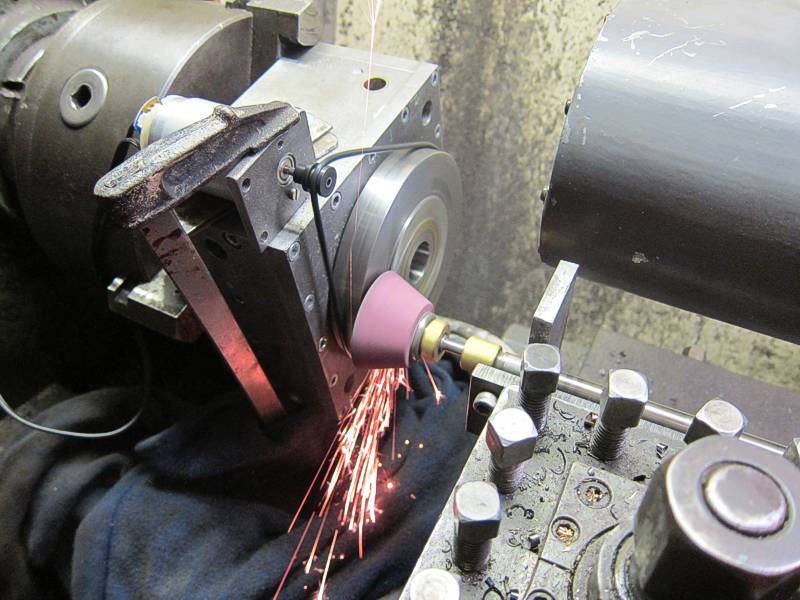
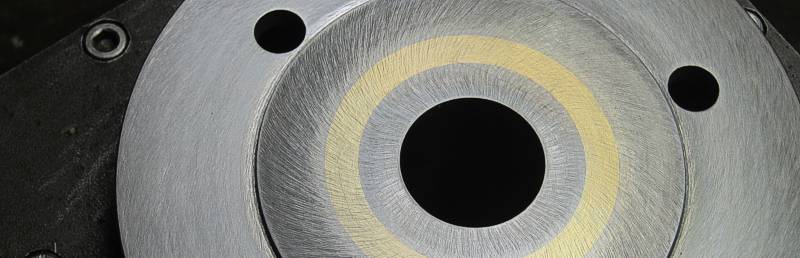
Otvor ve středu osy už byl vysoustružený do podoby MK3, ale nebyl přesný. Upnul jsem proto děličku do soustruhu, nasadil malý motorek,

srovnal nůž a začal soustružit na čisto. Malá špona, ostrý nůž a už to běhá do stovky.

Nakonec jsem ještě "líznul" čelo bruskou, spíše pro efekt.
Ale stálo to za to :-).
Krokové motory, co jsem měl doma, mají velikost 23. Zdály se mi slabé, tak jsem ještě přidal řemenový ozubený převod z tiskárny 1:3,2.
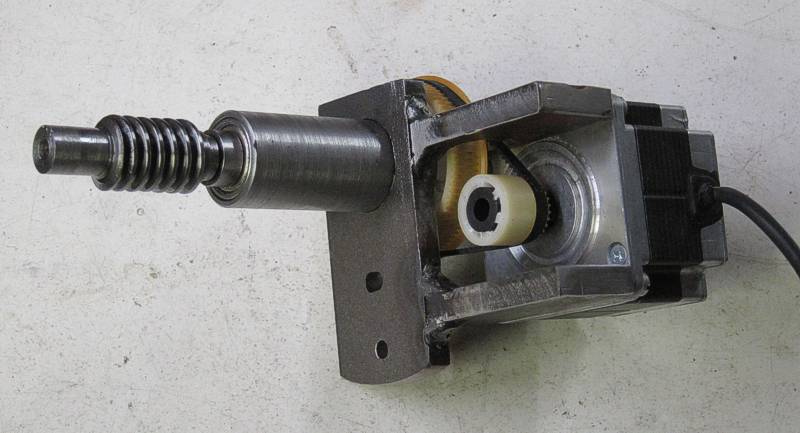
Motor se šnekem je přišroubován výkyvně na těle, aby se dalo po odklonění osou volně otáčet při seřizování.

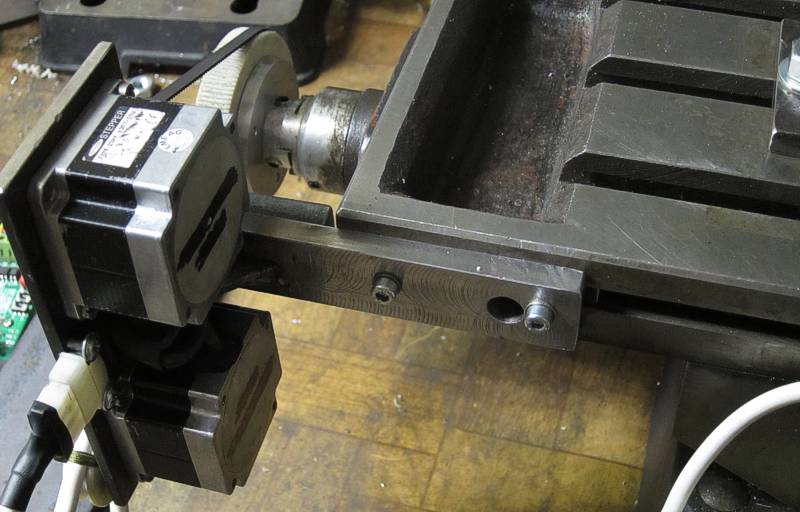
Posuv stolu
Pro pohon jsem opět použil krokové motory velikosti 23. Aby vůbec se stolem pohnuly, zapojil jsem dva do série a upevnil je na společný držák. Převod má hodně velký poměr, přeci jenom síly není nazbyt :-( Prozatimní plastová kola pro řemen už jsou točená na CNC rotační ose, bohužel ještě ručním posuvem a že těch zoubků bylo!
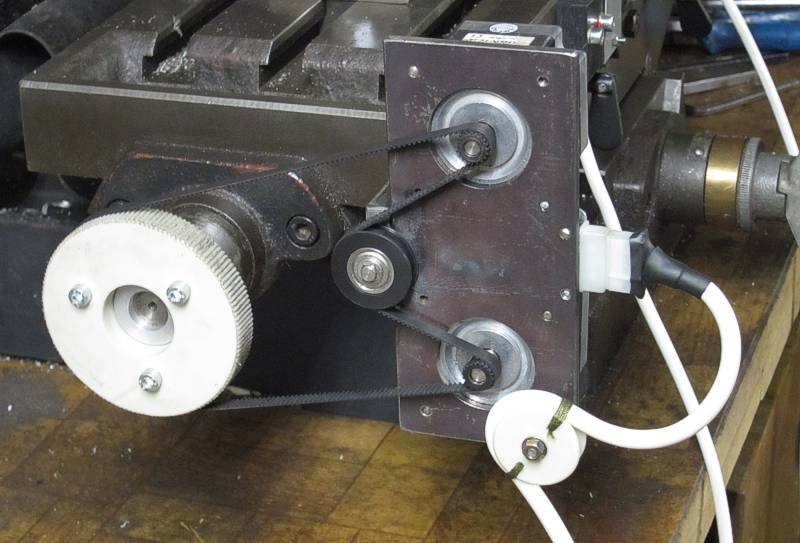
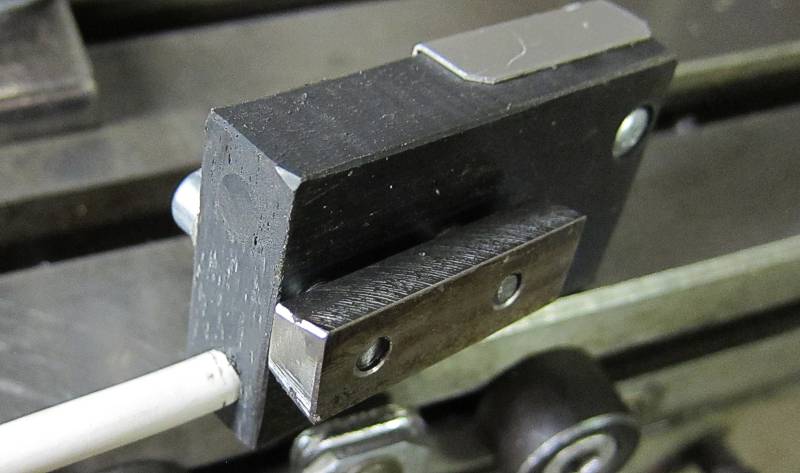
Pro upevnění jsem využil klínovitou drážku z boku stolu a do stejného tvaru vyfrézované pero.
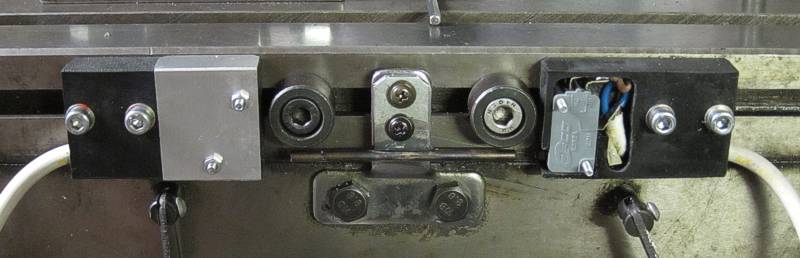
Koncové spínače pohybu stolu jsou uložené v plastových "kostičkách" upevněných opět pomocí klínovitého pera.
Původně jsem uvažoval o programovatelné délce posuvu. Nakonec, ale zvítězila varianta dvou "mikrospínačových koncových dorazů" ještě pojištěných původními mechanickými dorazy. Přeci jenom bych nerad viděl frézu jak mi hobluje sklíčidlo!
Koník
Osová vzdálenost osy nad ložem je 72mm , musel jsem udělat i patřičně vysokého koníka.
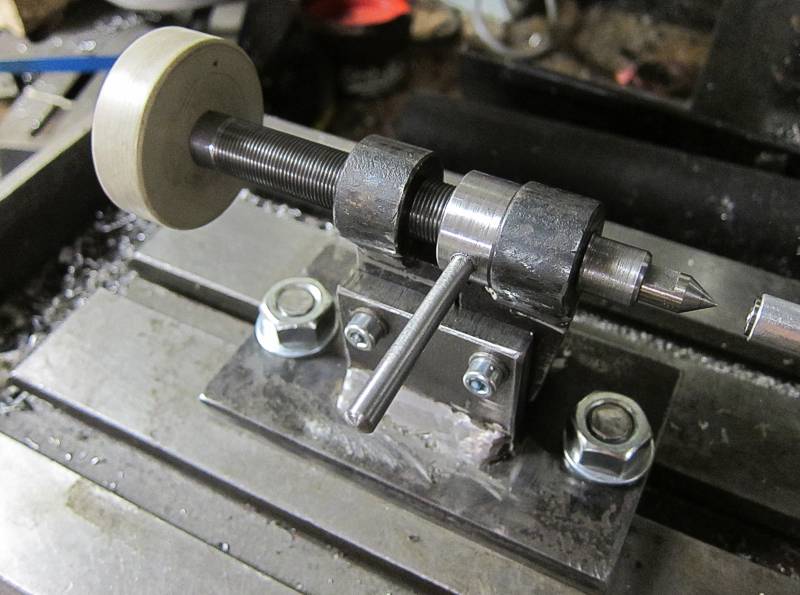
Plocháč 10x70 posloužil jako základna, závit je M14x1. Přední hrot je výměnný.

Celá sestava při výrobě ozubení.

Protože se mi zdálo že pevný hrot přeci jenom drhne, vyrobil jsem si z jehly do vstřikovací trysky variantu hrotu otočného. Ložiska 6x10 bohužel ale mají nějakou vůli, tak ho asi budu muset trochu pokrátit. Axiální ložisko 8x3 jsem viděl poprvé v životě :-)

Ovládání
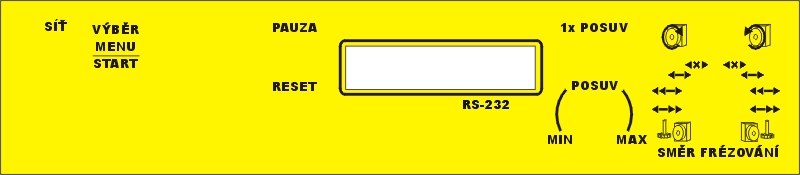
Popisky předního panelu jsem vytiskl na obyčejný barevný papír (barevná čtvrtka se neosvědčila, protože její tloušťka u okrajů okénka způsobila nedostatečné "prolaminování") , vyřízl okénko a následně zalaminoval do folie.

Ono ani u toho slabého papíru to prolaminování není dokonalé, ale v černém rámečku se ztratí.

Přední a zadní panely jsou vyrobeny z odřezků cuprextitu. Jednotlivé ovládací prvky a displej jsou pak upevněné pomocí šroubů M3 letovaných přímo na cuprextit.
Asi jsem staromilec a mám rád všechno ovládání na samostatných "knoflících", ale když jsem pak drátoval více jak 20 propojovacích vodičů, říkal jsem si,
zda jsem to neměl řešit raději programově :-).
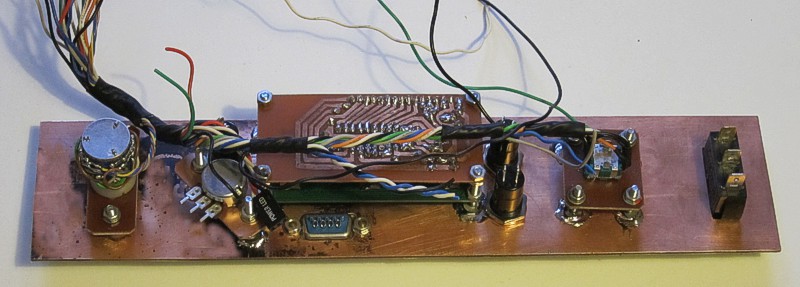
Celkové osazení: vlevo - spínaný zdroj 230/24V, 2x driver s TOSHIBA TB6560, deska zdrojů s mikročipem (schovaný je dole pod přepínačem).
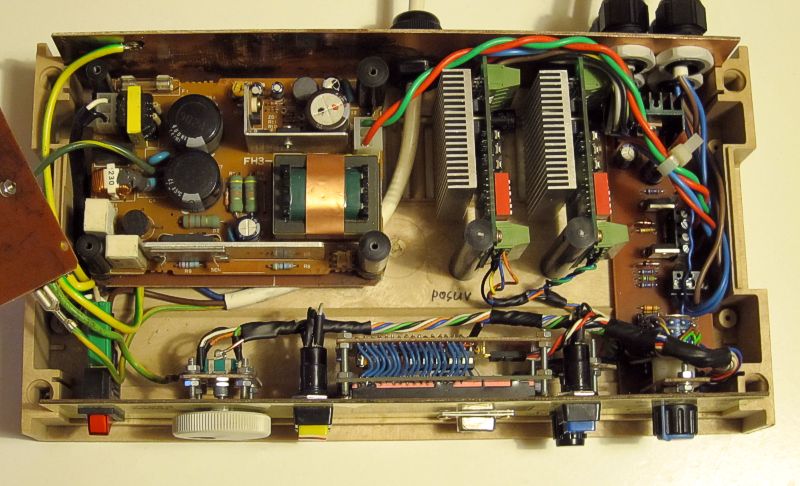
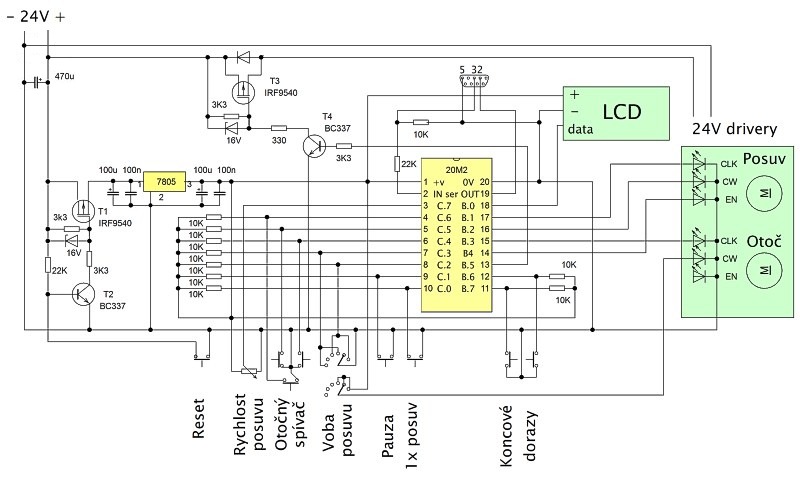
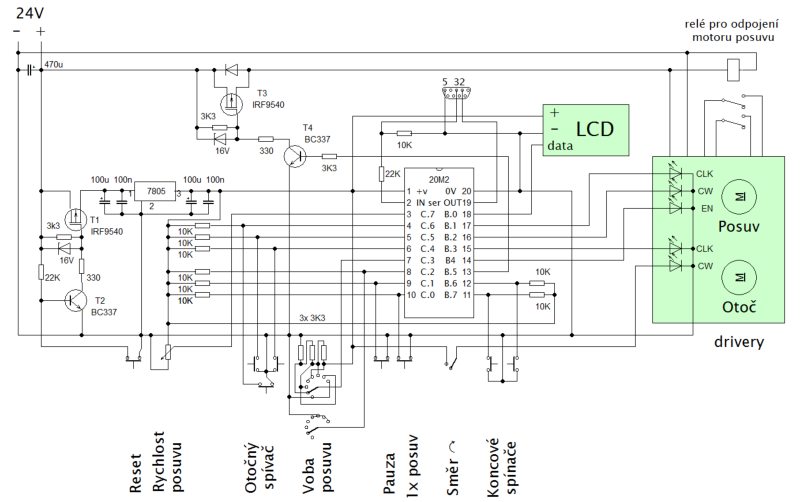
Schéma zapojení
Napětí ze zdroje 24V jde přes dva "mosfetové spínače". Obvod s tranzistorem T1, T2 slouží k odpojení napájení 5V části za účelem resetu procesoru (tlačítko
RESET).
Obvod s tranzistorem T3, T4 připojuje drivery k napětí 24V až po "proběhnutí" úvodního menu. Hlavním důvodem proč byl osazen tento "spínač" byla skutečnost, že pokud byly na použitý zdroj 24V připojené drivery s motory už v okamžiku zapnutí, zareagovala předčasně proudová pojistka a zdroj "uvízl" na napětí cca 3,5V. Při připojení na "plné" napětí 24V k tomuto jevu nedochází a pojistka drží.
Procesor: protože jsem neměl s mikročipy žádné zkušenosti, rozhodl jsem se použít mikroprocesor
PICAXE. Jedná se o čip kde je už nahrán zaváděcí program, programuje se v jazyce BASIC a na propojení s PC stačí jednoduchý sériový kabel. Použitý
procesor 20M2 je zapojený podle doporučení výrobce, logickou 1 zajišťují vstupy připojené na +5V přes
10K rezistory, logickou 0 pak připojení tlačítek na 0V. Výstupy jsou pak zapojeny přímo na optočleny driverů.
Programování se provádí pomocí konektoru CANON 9pin. pomocí sériového COM výstupu z
PC.
LCD: z důvodu jednoduššího zobrazení dat a menšího počtu vodičů, jsem zvolil sériový přenos dat mezi mikročipem a LCD. Zapojení jsem zrealizoval podle těchto
Francouzských
stránek
Ovládání - program
Po zapnutí síťového vypínače se objeví hláška s vyzváním k nastavení přepínače SMĚR FRÉZOVÁNÍ a přivede se napětí na drivery motorů.
SMĚREM FRÉZOVÁNÍ se rozumí určení jakým způsobem se bude pohybovat frézovací stůl vůči fréze. Lze nastavit kombinaci: pomalý posuv do záběru (rychlost se nastavuje pot. POSUV) - rychlý chod zpět, nebo pomalý posuv do záběru i chod zpět. Dále se přepínačem volí zda se to má dít při pohybu stolu zprava či zleva vůči fréze. Tím samým přepínačem se dá nastavit i směr ROTACE OSY při otáčení mezi jednotlivými zuby.
Následně se pomocí otočného rotačního snímače VÝBĚR MENU nastaví požadovaný počet zubů. Díky omezení čipu PICAXE a použitým převodům je možné 360st. rozdělit na 38400 kroků a dosáhnout tak teoreticky přesnost cca 0,01st. V praxi to bude zhruba 0,02st. protože při lichém počtu zubů musí program na některých zubech 1krok ubrat a na některých zase přidat aby se při plné otočce v součtu dopočítal k těm 38400 krokům.
Pokud se ponechá 0, rotační osa stojí a pouze se pohybuje nepřetržitě stůl tam a zpět. Dá se to využít např. jako motorový pohon stolu při frézování velkých výrobků.
V dalším menu se buď rovnou opětovným stisknutím tl. VÝBĚR MENU spustí samotný proces frézování zubů, nebo při stisknutí tl. 1x POSUV spustí pouze samotný posuv stolu tam a zpět. Dá se při něm doladit nastavení koncových dorazů, rychlost posuvu, případně vyfrézovat první zub.
Po odstartování frézování zubů, dojde k pootáčení rotační osy podle nastaveného počtu zubů a k
naprogramovanému pohybu stolu. Na displeji se zobrazuje celkový nastavený počet zubů a zbývající počet zubů do konce celé otáčky. Po vyfrézování všech zubů (jedné otáčce) se program zastaví. Další cyklus se opět spustí tlačítkem VÝBĚR MENU.
Pomocí tlačítka PAUZA lze program kdykoliv při chodu zastavit. Součastně se uvolní motor posuvu a jde pak točit kličkou posuvu stolu. Po opětovném stisknutí tlačítka program dál pokračuje v naprogramované činnosti.
Pomocí tlačítka RESET se program ukončí a spustí od začátku. Je to jediný způsob jak lze změnit nastavený počet zubů.

Pár záběrů z testování na stole:
A na stroji:
Instalace osy na stroj:
Po několika kolečkách jsem ještě nepatrně vylepšil popisky panelu a upravil ovládací program. Nyní je možné pootáčet osou po krocích, např. při vrtání otvorů, i bez pohybu stolu a měnit směr rotace samostatným vypínačem.
Upravené schéma
Pro jednodušší centrování osiček koleček jsem si udělal držák kleštin ER32. Pár minut na vařiči tomu dodalo správný šmrnc :-)